新闻资讯 News
当前位置:首页 > 新闻资讯
吹膜机检查保养 ⒉检查牵引速度,控制薄膜厚度。 ⒊观察调整薄膜厚度的均匀,折径符合标准。 ⒋检查空气贮气缸压力,不能过高,但应有备用压力。 ⒌检查控制原料配比并混合均匀。 ⒍
为了满足生产过程中对塑料薄膜包装材料一些特殊功能的需要,将多种特性材料(如透气、防水、保温、韧性等)吹膜并共挤在一起,形成多功能的塑料薄膜,发展了多层共挤吹膜机。多层共挤吹膜机的目的就是发挥多种材料的优点,规避单种材料或者单层吹膜机的
三层共挤吹膜机使用注意事项有以下内容 ⒈操作机器时操作者不可以站立于正前方,以免出现意外伤及操作人员。进料时严防原料中带有金属杂质和操作小工具等损坏机器的硬物掉入机筒。操作旋转机器时禁止带手套,以防卷入受伤。
三层共挤吹膜机正确使用方法 ⒈检查温度自控完好,加热电器完好,注意及时调节各点加热温度在指标范围之内。 ⒉检查牵引速度,控制薄膜厚度。 ⒊观察调整薄膜厚度的均匀,折径符合标准。 ⒋检查空
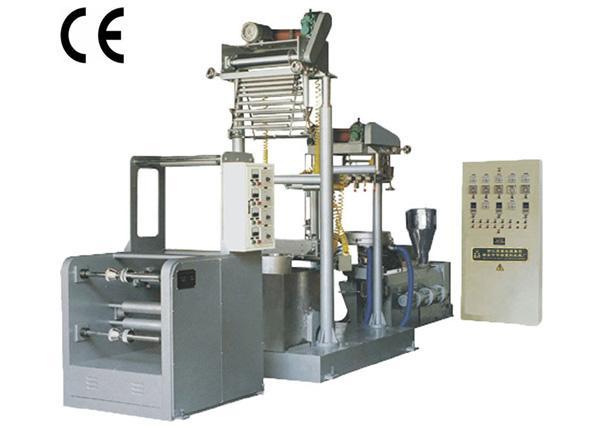
三层共挤吹膜机 三层共挤吹薄生产线采用新型高效低能耗挤出机组,IBC膜泡内冷系统,±360°水平式上牵引旋转系统,光电自动纠偏装置,全自动收卷及薄膜张力控制,电脑屏幕自动控制系统等先进技术。与同类设备相比,具有产量更高、制品塑化好、低
三层共挤吹膜机的特点: 1、机头采用分层式螺旋芯棒型可360度连续旋转。 2、液压快速换网装置结构合理,易于更换过滤网,使用可靠。 3、机组配备:记长装置
根据塑料的熔融理论,PVC立吹吹膜机的挤出机螺杆分为三段:进料段、熔融段和均化段。在进料段的末端和熔融段的开始,根据熔融理论,其温度应为粘流温度。各种吹膜机的粘流温度分别为PP: 164-175℃,PE: 105-135℃,PA: 195-
高纸压吹膜机 正常步骤: 1、加热挤出机机身、机头、模头、控制各点温度在指标以内。 2、如久停后开车,各点加热温度达指标范围后还需恒温10—30分钟,如停车半小时内开车
高低压吹膜机吹膜时出现故障怎么处理? 高低压吹膜机吹膜时,有朋友遇到吹膜机卷绕不均匀,吹出来的膜自然吸引在一起,膜带静电。这个问题很多人都很困惑。高低压吹膜机吹卷薄膜不均匀怎么办?塑料吹膜自然吸引在一起,并带
可降解吹膜机优势: 一般来说,复合薄膜比单层薄膜具有更好的透明性、机械强度、加工适应性、气密性、耐热性、耐寒性、防水性等性能,从而熊够更好地保存内装物品如食品、品和消费品等,使其不变质、不腐蚀,保持原来的品质及各种形态。牵
塑料吹膜机挡料板由黄铜板来制作.有两块,分别在压延机的I、n号辊筒之间左右两侧,其作用是在压延机生产之前,根据生产制品用料量多少及制品的要求宽度来调整确定两块挡料板间的距离,以控制熔料的运动进辊位置。
可降解吹膜机使用于吹制高密度聚乙烯(HDPE)、低密度聚乙烯(HDPE)及线形低密度聚乙烯(LLDPE)塑料薄膜,广泛用于水果、食品、服装、纺织品、日用品等民用品和工业用品的包装。经过配方可以生产珠光膜、降解膜。